PET GF: een glasvezelversterkt composietfilament
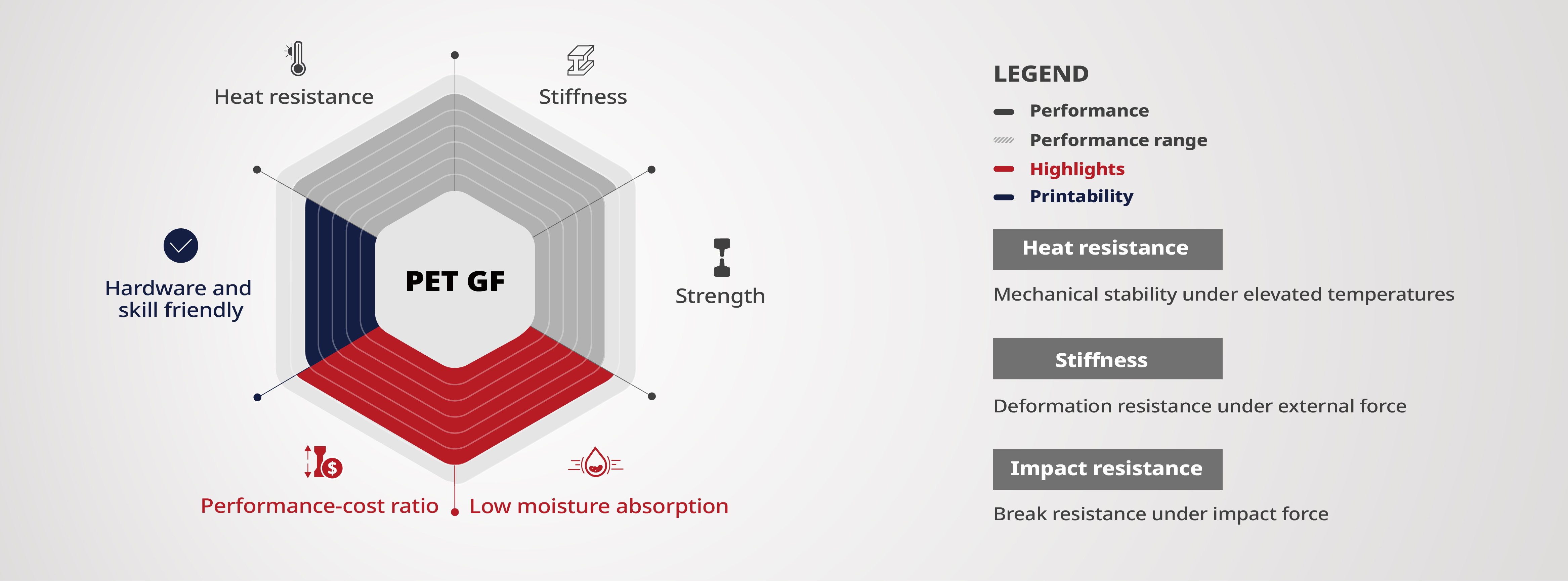
Raise3D Industrial PET GF is een glasvezelversterkt composietfilament op basis van PET (polyethyleentereftalaat). Goed verspreide glasvezels verbeteren de stijfheid, sterkte, warmte en chemische weerstand van de PET-matrix. Na een warmtebehandeling (annealing) stabiliseert PET GF zijn hittebestendigheid rond de 120 ℃, met trekmodulus en sterkte van respectievelijk meer dan 4,1 GPa en 70 MPa. Vergeleken met glasvezelversterkt nylonfilament, maken de goede printbaarheid, vormvastheid, hoge kruipweerstand en lage vochtopname PET GF tot een ideale keuze voor betrouwbaar glasvezelcomposiet printen voor sterke en kosteneffectieve eindgebruikstoepassingen, zoals mallen & armatuur en functionele onderdelen. PET GF biedt meerdere kleurkeuzes.
- Lage vochtopname
- Hoge maatvastheid
- Hitte- en chemische weerstand
- Kruipweerstand
- Meerdere kleuren
- Kostenbesparend
Compatibiliteit: PET Support
Toepassingen:
- Automotive
- Onderdelen voor eindgebruik
- Mallen en hulpstukken
- Fabricage gereedschappen
- Elektrische en elektronische (E&E) industrie
Printinstellingen:
Nozzle temperatuur (℃)
280-300
Printsnelheid (mm/s)
35-90
Temperatuur printbed (℃)
80-100
Koelventilator (%)
Aan
Enkele laagdikte (mm)
0,1-0,25
Temperatuur om te drogen (℃)
70 - 80
Aanbevelingen voor het beste resultaat
1. Droog PET GF 8-12 uur bij 70-80 °C voordat u gaat printen, aangezien een laag vochtgehalte cruciaal is voor de uiteindelijke kwaliteit van het geprinte onderdeel.
2. We raden aan om PET GF-filamenten na het drogen op te slaan in de Raise3D Filament Dry Box tijdens het printproces.
3. Slijtage van de brass nozzle komt vaak voor bij het printen van PET GF. Het gebruik van een slijtvaste nozzle, zoals gehard staal, wordt ten zeerste aanbevolen.
4. Na het printen wordt aanbevolen om het geprinte model 8-12 uur in een oven op 80-100°C te gloeien (annealing).
5. Voor een klein model (zijlengte < 50 mm) wordt 8 uur gloeien bij 80 ℃ aanbevolen; Voor een middelgroot model (50 mm < zijlengte < 150 mm), wordt gloeien bij 80 ℃ gedurende 12 uur aanbevolen; Voor een groot model wordt 100°C gedurende minimaal 12 uur aanbevolen.
6. Na gloeien kan een maximale dimensionale krimp van 0,1% worden waargenomen langs de Z-as, afhankelijk van vulling en laaghoogte, en geen significante dimensionale krimp langs de XY-assen.
7. Als PET GF ook als ondersteuningsmateriaal wordt gebruikt, verwijder dan de ondersteuningsstructuur na het gloeien.
Downloads
Raise3D Industrial PET GF Filament Technical Data Sheet (TDS)
Raise3D Industrial PET GF Filament Safety Data Sheet (SDS)











 | Bits2Atoms")





